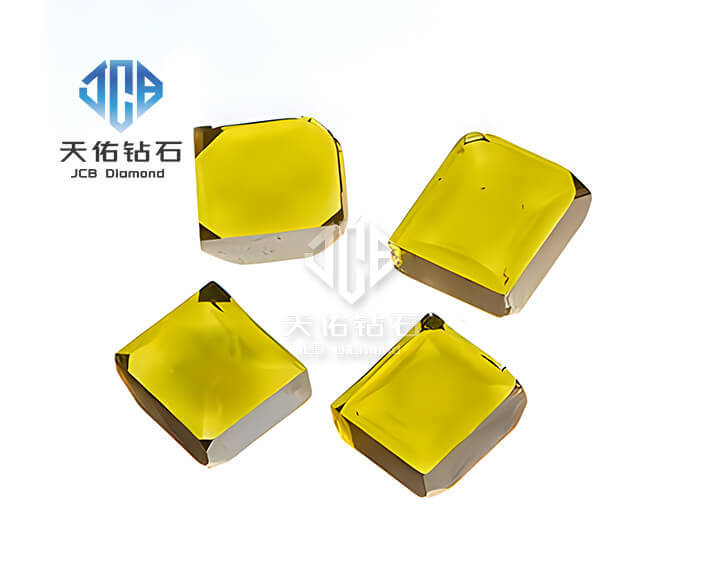
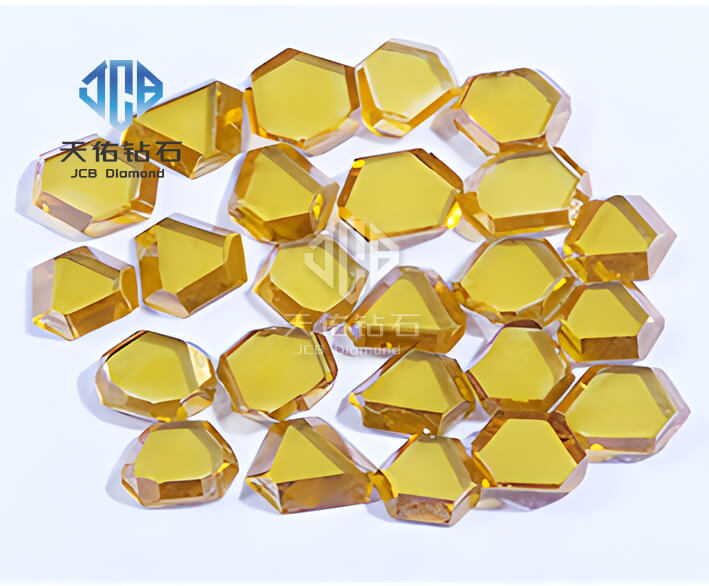
Single crystal diamond tool
In ultra-precision machining, the main factors to ensure the quality of the machined surface in addition to high-precision machine tools, ultra-stable processing environment, high-quality tools are also a very important aspect. Single crystal diamond has high hardness, good wear resistance, high strength, good thermal conductivity, low friction coefficient with non-ferrous metals, good adhesion resistance and excellent corrosion resistance and chemical stability, can grind out extremely sharp blades, is considered to be the ideal ultra-precision cutting tool material, in the field of machining, especially ultra-precision machining has an important position and is widely used.
In the late 1970s, in the research of laser nuclear fusion technology, a large number of high-precision soft metal mirrors need to be machined, requiring the surface roughness and shape accuracy of soft metal to reach ultra-precision level. Such as the use of traditional grinding and polishing processing methods, not only the processing time is long, the cost is high, the operation is difficult, and it is not easy to achieve the required accuracy. Therefore, it is urgent to develop new processing methods. Driven by the practical demand, ultra-precision cutting technology of single crystal diamond has been developed rapidly. Due to the physical characteristics of single crystal diamond itself, it is not easy to stick and produce chip nodules when cutting, and the processing surface quality is good, and the surface roughness can reach Rz0.1 ~ 0.05μm when processing non-ferrous metals. Single crystal diamond tools can also effectively process non-ferrous metal materials and optical materials, such as gold, silver, copper, aluminum and other non-ferrous metals and sapphire, zinc selenide, zinc sulfide, silicon, Ge, calcium fluoride, barium fluoride, optical glass, ceramic crystals and other optical materials.

In ultra-precision machining, the two basic accuracy of a single crystal diamond tool are the precision of the cutting edge profile and the blunt circle radius of the cutting edge. The roundness of the cutting edge of the arc tool used for processing aspherical lenses is below 0.05μm, and the straightness of the cutting edge used for processing polyhedral mirrors is 0.02μm. The blunt radius of the cutting edge of the tool (ρ value) indicates the sharpness of the cutting edge of the tool. In order to adapt to various processing requirements, the radius of the cutting edge of the tool ranges from 20nm to 1μm.
Diamond crystal belongs to the planar cubic crystal system, due to the different atomic arrangement form and atomic density on each crystal face and the different distance between the crystal face, resulting in the anisotropy of natural diamond crystal, so diamond not only the physical and mechanical properties of each crystal face are different, its manufacturing difficulty and service life are not the same, the microscopic damage strength of each crystal face is also significantly different. The microscopic strength of diamond crystals can be determined by Hertz test method. Because diamond is a typical brittle material, its strength value generally has a large deviation, which mainly depends on the shape and distribution range of stress distribution, so it is suitable for analysis by probability theory. When the stress is the same, the damage probability of (110) crystal plane is the highest, followed by (111) crystal plane, and the damage probability of (100) crystal plane is the least. That is, under the action of external forces, the (110) crystal face is the most vulnerable to damage, followed by the (111) crystal face, and the (100) is the least vulnerable to damage. Although the grinding rate of (110) crystal face is higher than that of (100) crystal face, the experimental results show that (100) crystal face has higher resistance to stress, corrosion and thermal degradation than other crystal faces. Combined with the comprehensive consideration of microscopic strength, using (100) surface as the front and back tool surface of the tool is easy to grind out high quality tool edge, and it is not easy to produce microscopic edge breakage.
Generally, the crystal face selection of a single crystal diamond tool should be carried out according to the requirements of the tool. In general, if the diamond tool is required to obtain the highest strength, the (100) crystal face should be selected as the front and back face of the tool; If the diamond tool is required to resist mechanical wear, the (110) crystal face is selected as the front and back face of the tool; If the diamond tool is required to resist chemical wear, it is appropriate to use the (110) crystal face as the front tool face, the (100) crystal face as the back tool face, or the front and back tool face are both using the (100) crystal face. These requirements need the help of crystal orientation technology to achieve.
At present, there are three main methods for crystal orientation: artificial visual crystal orientation, laser crystal orientation and X-ray crystal orientation.
Artificial visual crystal orientation: This method is based on the natural crystal external geometry, surface growth, corrosion characteristics and the geometric Angle relationship between the crystal faces, relying on the operator's long-term work experience, through observation and test made rough crystal orientation. The method is simple, easy and does not require the aid of equipment, but the accuracy of the orientation results is poor, and the experience of the operator is high, and the manual visual orientation can not be carried out for the tool that has been processed and lost the natural single crystal characteristics.
Laser crystal orientation: laser crystal orientation is the use of good coherence of laser irradiation on the surface of the diamond crystal, in different crystal directions in the surface of the growth of the regular shape of the crystal surface grain and micro pits are reflected to the screen to form a characteristic diffraction light image. But in fact, due to external interference factors, the natural formation of regular crystal surface grain and micro pits are often not obvious or can not be observed. Therefore, the crystal must undergo appropriate artificial corrosion before orientation to form the characteristic morphology.
X-ray crystal orientation: Because the wavelength of the X-ray is close to the crystal lattice constant, diffraction occurs when the X-ray passes through the crystal or is reflected back from the crystal surface. Special X-ray crystal orientators have been developed using this principle. This crystal orientation method has high accuracy, but due to the certain harm of X-ray to the human body, it is necessary to pay attention to the protection of operators when using.
Crystal direction selection of diamond tools: diamond anisotropy, so not only the hardness and wear resistance of each crystal surface are different, but also the wear resistance of the same crystal surface in different directions. If the crystal direction is not selected properly, even if the crystal face is selected correctly, the grinding efficiency will be greatly reduced. At the same time, because the compressive strength of the diamond crystal is 5 to 7 times greater than the tensile strength, the easy grinding direction of the crystal surface should be selected during the grinding process, and the cutting edge should face the positive direction of the grinding wheel linear speed (that is, take the reverse grinding) to ensure the grinding efficiency and reduce the microscopic cleavage degree of the cutting edge.
Diamond tool wear, damage: the wear mechanism of diamond tools is more complex, can be divided into macro wear and micro wear, the former is mainly mechanical wear, the latter is mainly thermochemical wear. The common damage patterns of diamond tool grinding are front tool face wear, back tool face wear and cutting edge crack. In the grinding process of a single crystal diamond tool, it is necessary to wear it to sharpen the tool to meet the requirements, but if unnecessary wear is generated, it may damage the front and back tool surfaces that have been sharpened. The edge cracking (that is, the falling edge) occurs when the stress on the edge exceeds the local bearing capacity of the diamond tool, which is generally caused by the microscopic cleavage damage of the diamond crystal along the (111) crystal face. In ultra-precision machining, the dull radius of the cutting edge of the diamond tool is relatively small, and it is a hard and brittle material. At the same time, due to its anisotropy and the (111) surface is easy to cleavage, with the impact of vibration and grinding wheel sand on the cutting edge of the tool, it is often accompanied by the phenomenon of falling edge.
Due to the requirements of the tool, or the shape of the diamond, it is sometimes necessary to divide the rough diamond. Diamond has parallel complete cleavage, and the carbon atoms in diamond are combined with the carbon atoms by covalent bonds of greater force. However, after applying a certain force in some specific directions in the diamond structure, such as the direction of the parallel eight faces, the diamond is very easy to break, mainly because the bond connecting this face in the diamond crystal is relatively few. Therefore, the cleavage plane of diamond is selected to separate the rough stone, and the splitting method is shown in Figure 1. A groove or score, called a slit, is created in the diamond to be split. The trick to splitting is knowing where to cut and how deep to cut. In order to grind out a high-quality single crystal diamond tool, it is necessary to master the crystal orientation technology of single crystal diamond. This is mainly due to the anisotropy characteristics of single crystal diamond, and the hardness of diamond varies greatly in all directions. It is necessary to select the appropriate crystal face and crystal direction as the front and back tool face, that is, the cutting edge, so that its wear resistance and processing performance are better. In the direction of good grinding, the grinding rate of the crystal surface is the lowest, followed by the crystal surface, and the grinding rate of the crystal surface is the highest. Because the crystal surface hardness is too high, grinding processing is difficult, and the micro strength is not high, easy cleavage, it is difficult to grind out a sharp edge. The grinding rate of the crystal face is nearly twice as high as that of the crystal face in the good grinding direction, but the probability of damage from different crystal faces of the diamond is suitable for comprehensive protection of various types of motors, and the corresponding threshold can be adjusted for different motors.