-
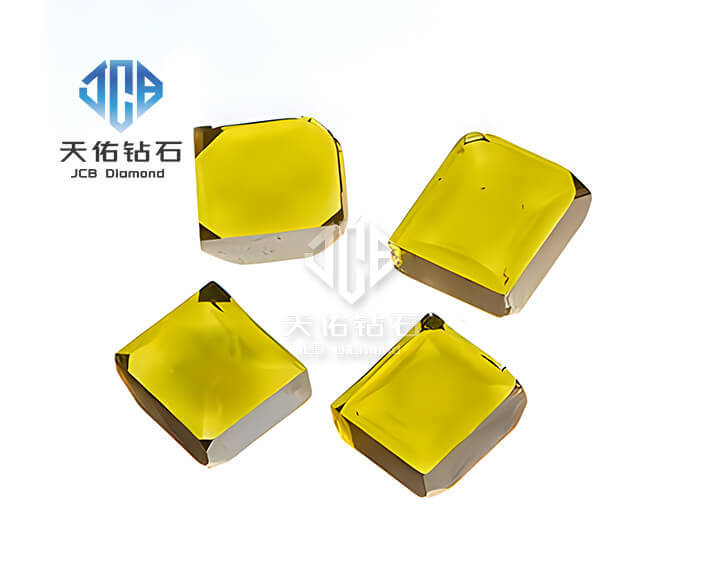
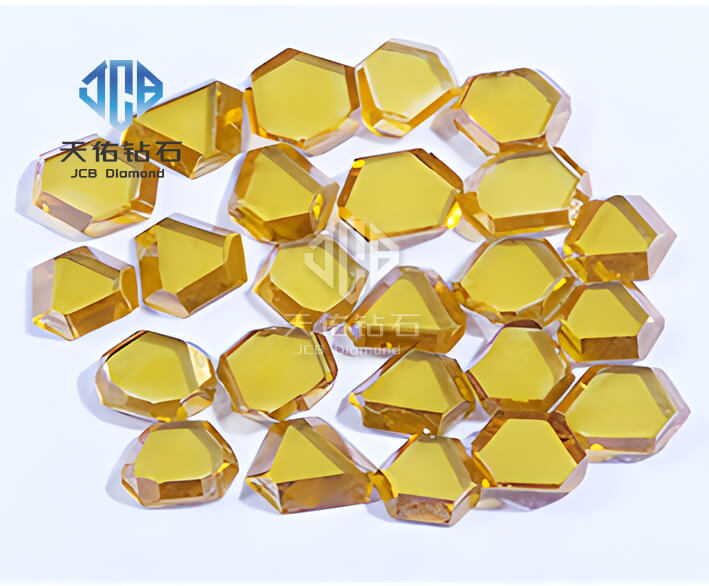
- Monocrystal Superhard Material
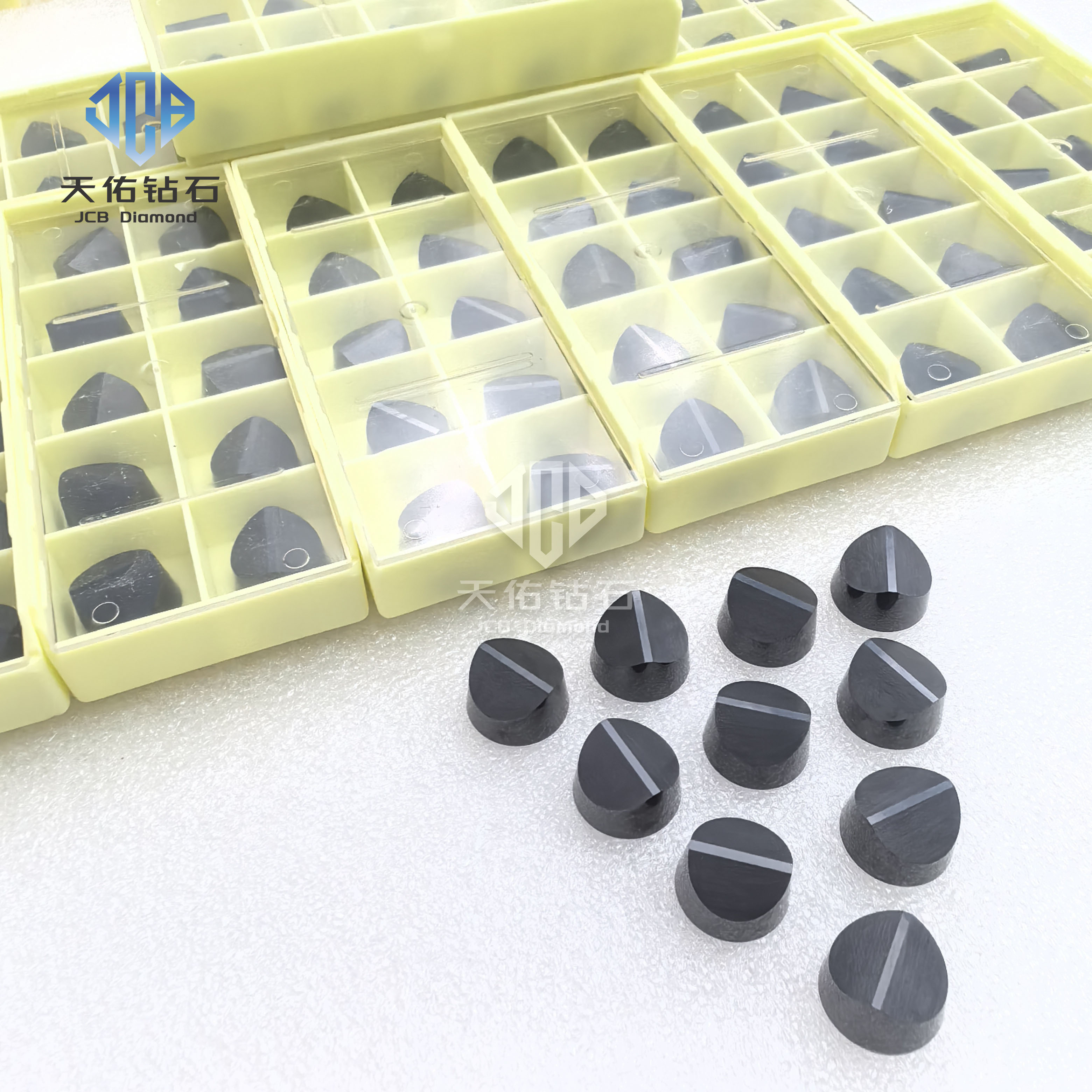
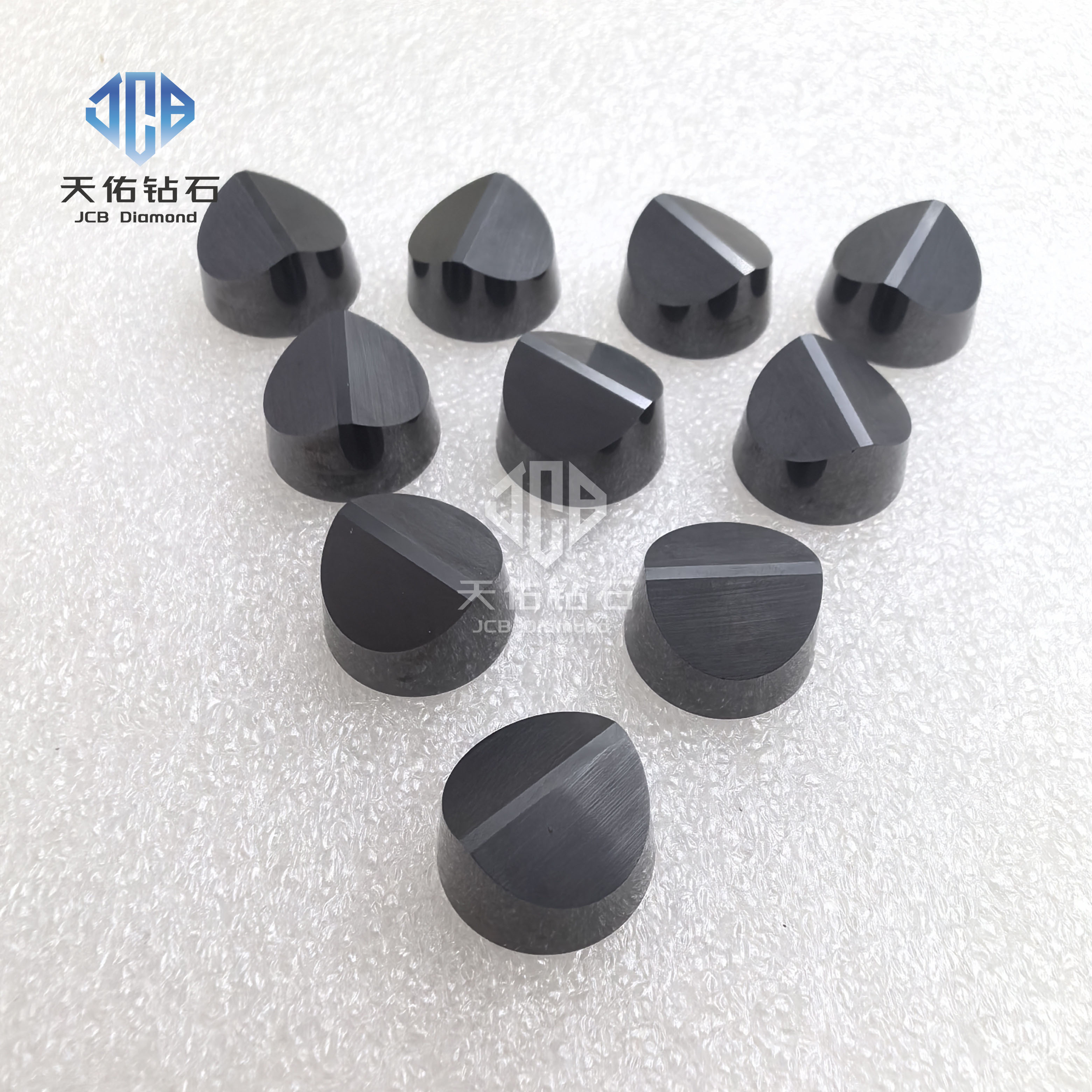
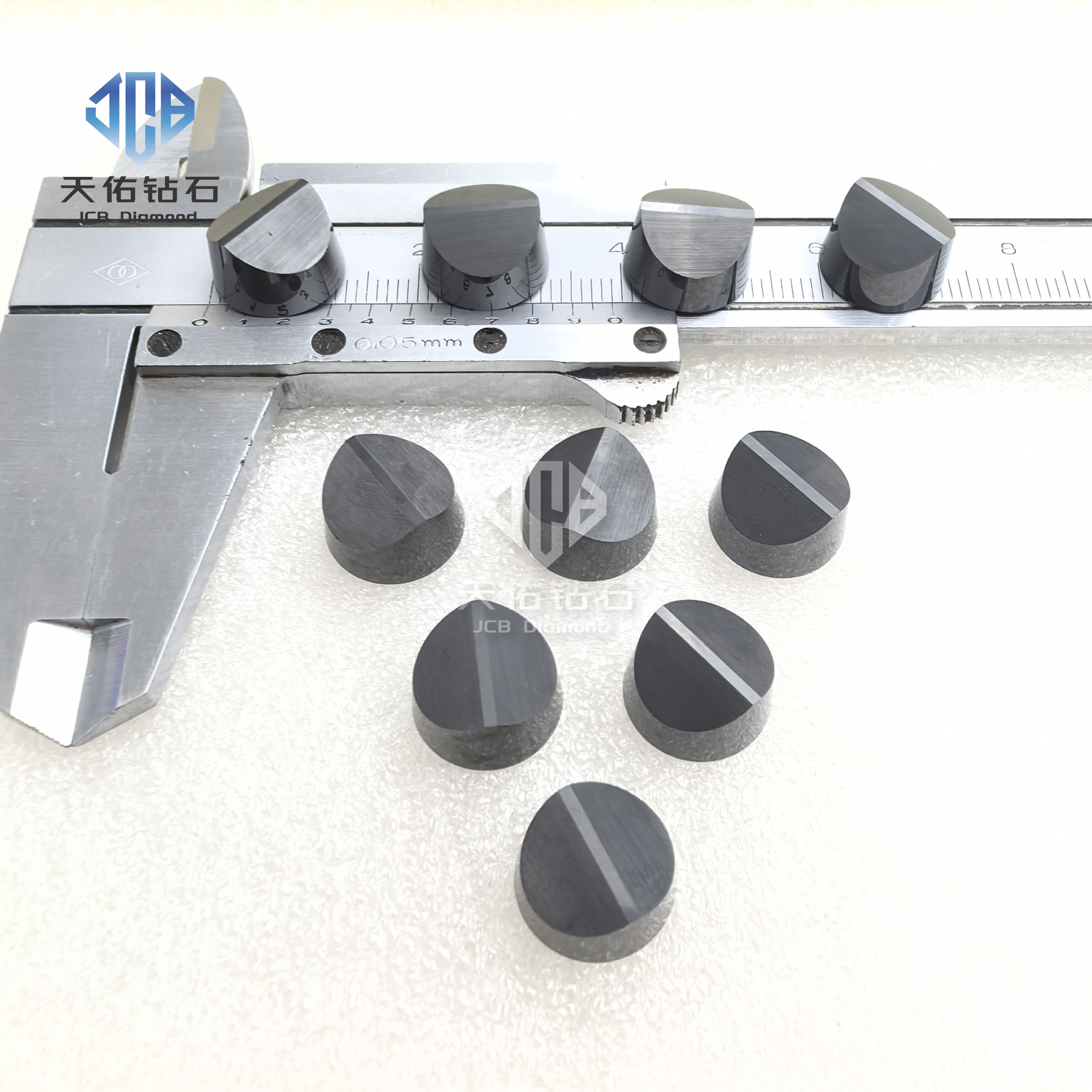
- Polycrystalline Superhard Materials
- CVD Diamond
- Lab Grown Diamond
- Diamond Tools
- Diamond Roller
- Single Crystal Diamond Tools
- Wire Drawing Die
- PDC drill bit
- Diamond Grinding Wheel
- CVD Diamond Heat Sinks and Optical Plates
-
See all Product
- CVD equipment
- PCBN Inserts and Tools
- PCD Blanks for Wire Drawing Dies
- PCD cutting tools
- Custom Single-Crystal Stone Engraving Tools
- Custom Single-Crystal Dressing Tools
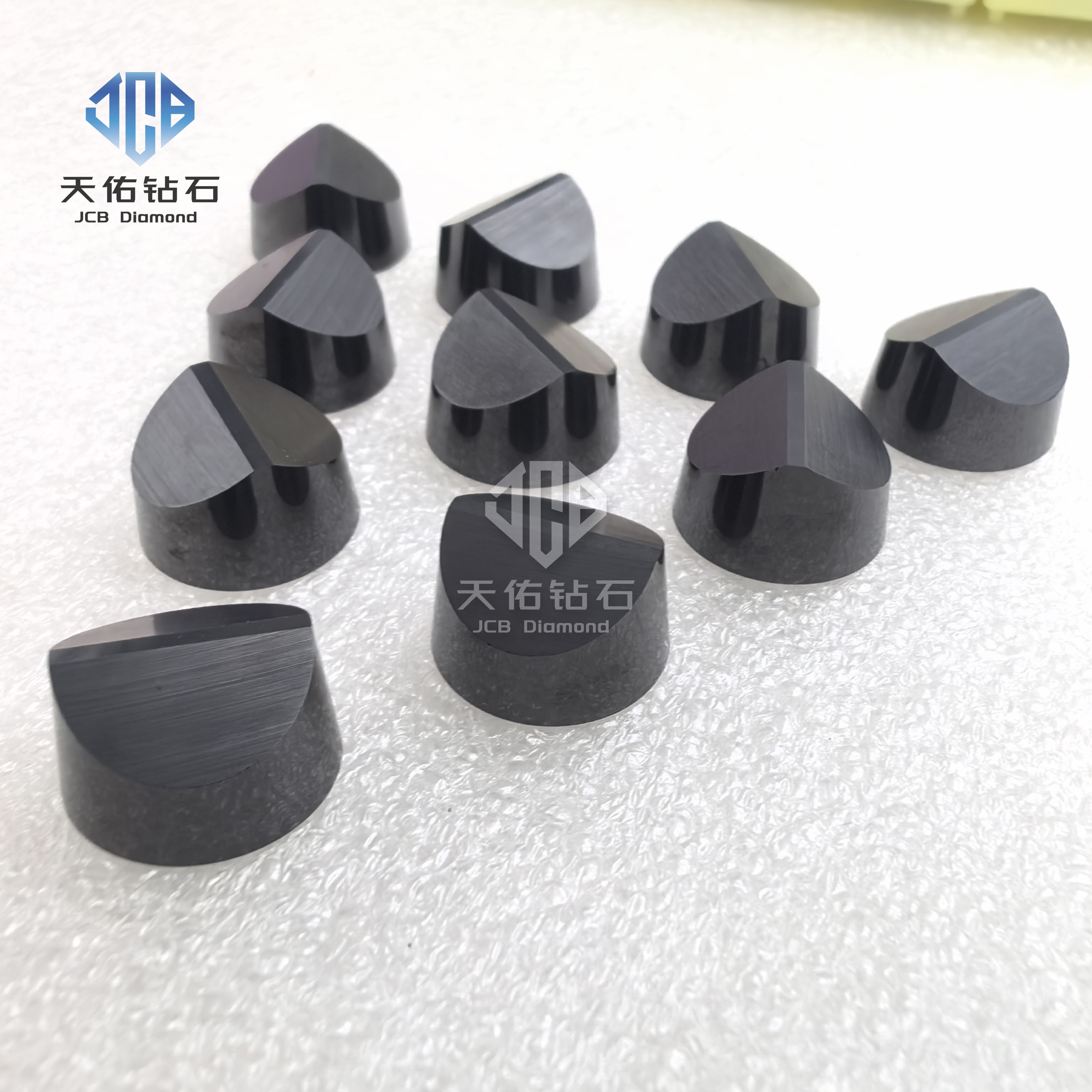
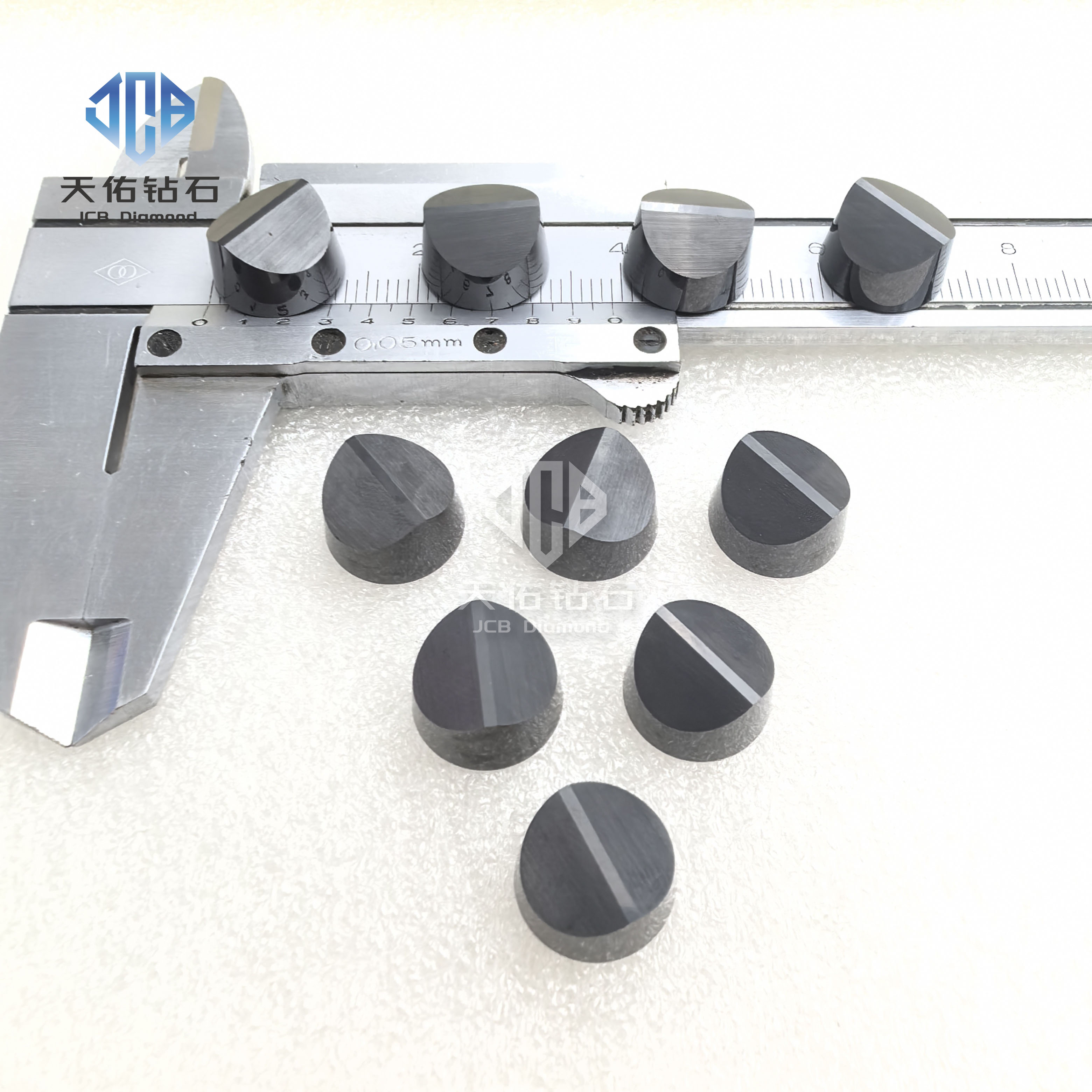
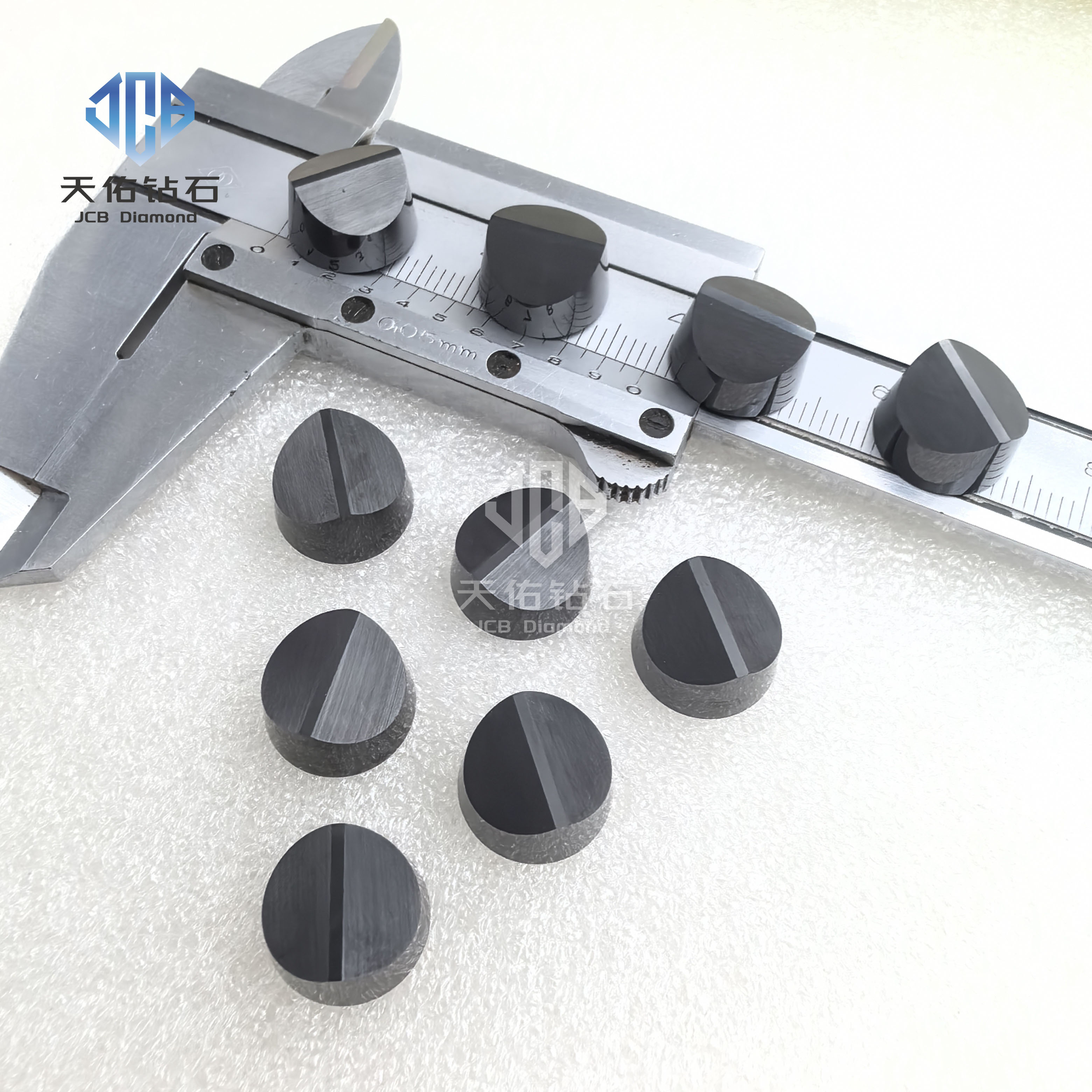
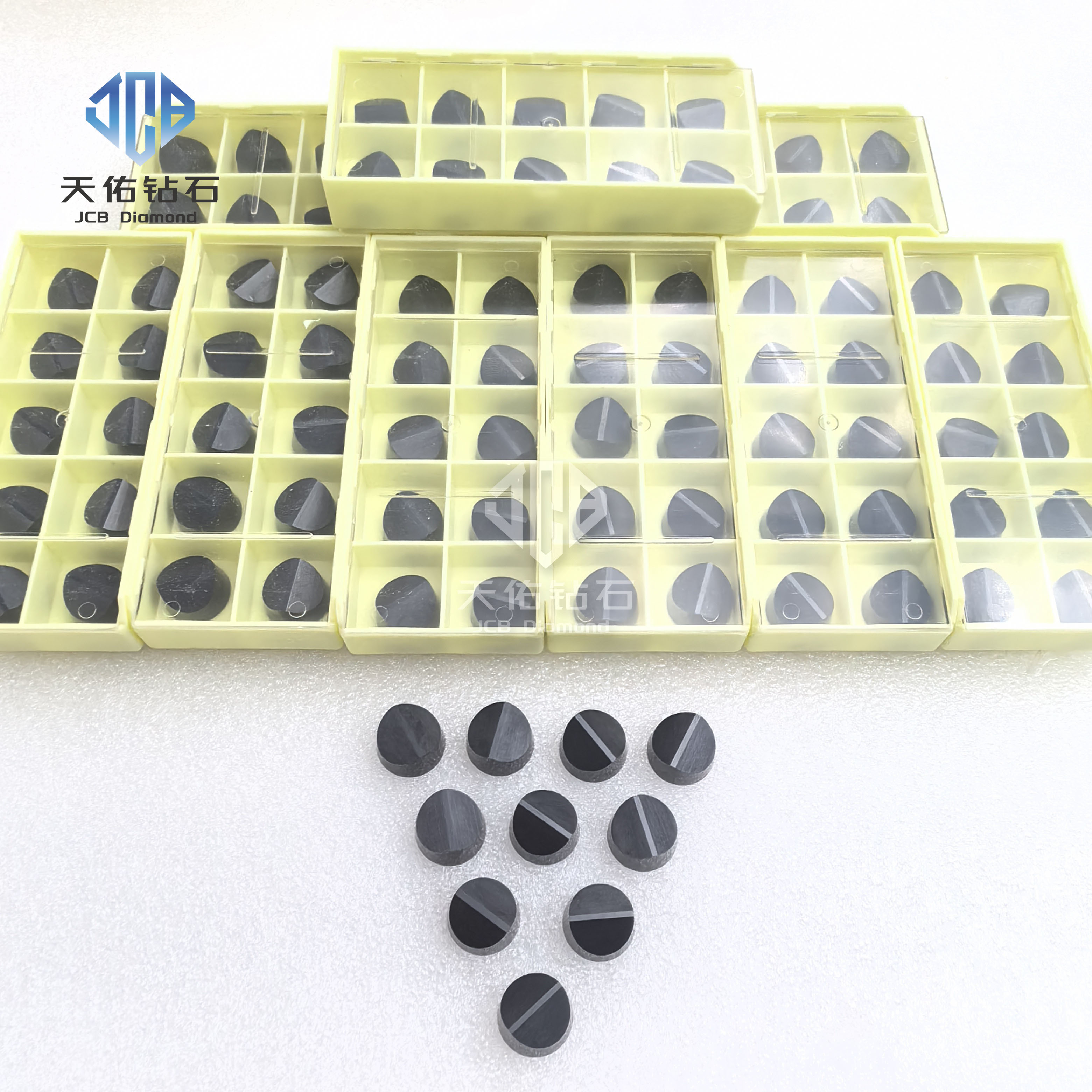
- PDC Cutters for Oil & Gas
- Custom Single-Crystal Hardness Testers
- Custom CVD Single-Crystal Cutting Tools
- Polycrystalline Diamond Abrasives APC4 series
- PDC Bit Nozzle
- Thermally Stable (TSP)